")



Зачем делают индукционную закалку клапана?
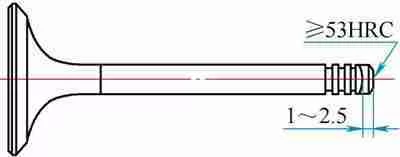
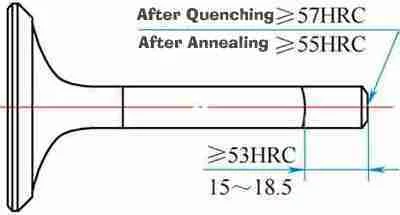
Чтобы увеличить срок службы клапана двигателя, мы должны провести процесс индукционной закалки поверхности штока клапана и конуса. Твердость закалки обычно составляет 50-62 HRC, длина или глубина индукционной закалки. ≥ 2 мм, мелкозернистость величиной 8 и т. д. В соответствии с условиями и требованиями эксплуатации клапана закалку конца штока клапана можно разделить на полную закалку штока клапана, ударную закалку конца штока, закалку профиля штока и т. д. Спустя годы после обслуживания некоторых известных производителей клапанов, мы всегда обновляем наши машины для индукционной закалки клапанов, чтобы сделать их более быстрыми, стабильными и коммерческими.
Как сделать катушку машины для индукционной закалки клапана?
Закалка концов штоков клапанов достигается с помощью оборудования для высокочастотной индукционной закалки и индуктора. Качество индукционной термообработки, эффективность и коэффициент использования оборудования во многом зависят от конструкции и изготовления индуктора. В соответствии с типом и характеристиками индуктора для закалки конца штока клапана его можно разделить на плоский индуктор, U-образный или прямоугольный индуктор (копирование), открытый индуктор непрерывного гашения (закалка конца стержня и т. д.), встречающийся на разных торцах. технические требования к твердости, длине или глубине закалки и т. д. В процессе закалки конца штока клапана основные требования к индуктору закалки следующие:
- Индуктор приварен к прямоугольной (или круглой медной трубке) чистой медной трубке или медной пластине, чтобы избежать эффекта острого угла под прямым углом и предотвратить перегрев или возгорание в углах.
- Индуктор должен быть оснащен магнитной направляющей для повышения эффективности нагрева при ударной и профильной закалке.
- Прост в установке, изготовлении и регулировке, обладает достаточной прочностью, не легко деформируется в процессе нагрева и удобен для очистки накипи и внешней грязи в индукторе.
- Для непрерывного гашения через индуктор, верхнюю и нижнюю, внутреннюю часть изоляционных плиток, чтобы предотвратить возгорание, продлить срок службы и улучшить условия охлаждения.
Большое количество производственных практик доказало, что использование прямоугольного индуктора вместо цилиндрического индуктора имеет очевидные преимущества в улучшении качества индукционной закалки на конце штока клапана, продлении срока службы клапана и повышении производительности, сокращении вспомогательного времени и упрощении. оборудование для закалки.
Каковы технические характеристики машины для индукционной закалки клапанов?
Основные характеристики нашей автоматической машины для индукционной закалки клапанов:
- Индуктор фиксирован, а длина гашения штока клапана стабильна.
- Использование энергии закалки для регулировки температуры нагрева обеспечивает хорошие характеристики управления.
- Автоматическая загрузка и разгрузка, искусственное интеллектуальное управление и разделение сигнализации высокой и низкой температуры.
Как сделать индукционную закалку клапана?
Чтобы гарантировать, что качество конца штока клапана после закалки соответствует техническим требованиям, катушка индукционной закалки и конструкция системы охлаждения должны быть выбраны в соответствии с техническими требованиями к закалке конца штока клапана. По результатам испытаний процесса определить наилучшие параметры процесса и в соответствии с конкретными требованиями провести следующий контроль конкретного процесса.
- Для определения мощности нагрева, напряжения, тока (температуры нагрева) или энергии нагрева, времени нагрева (удара) или скорости подачи и т. Д.
- Температура охлаждающей среды для закалки, давление распыления, диапазон концентрации охлаждающей среды для закалки маслом или водой и время охлаждения.
- Систему циркуляции закалочной охлаждающей среды необходимо регулярно очищать. После каждого останова или повторного запуска неисправного оборудования закалку концов штока следует проводить после циркуляции закалочной охлаждающей среды в течение 20 мин.
- Магнитопровод должен быть надежно соединен с индуктором и следить за тем, чтобы он был параллелен внутренней стенке индуктора.
- Конструктивные размеры индуктора и системы охлаждения должны соответствовать требованиям к закалке штока клапана.
- Устройство для гашения конца штока клапана двигателя и зажимное или прижимное устройство следует проверять каждую смену, а неисправности следует останавливать для проверки.
Что такое KETCHAN паспорт машины для индукционной закалки клапанов?
Диапазон процесса | Диаметр клапана: 5-10 мм, диаметр шляпки клапана 20-50 мм, общая длина 70-150 мм. |
Материалы | 21-4N, 4Cr10Si2Mo, исходная твердость 25-45HRC |
Глубина закалки | 2-5mm |
Твердость закалки | Более 50HRC |
Машина высокочастотного индукционного нагрева | Напряжение: 380В~480В 50Гц/60Гц Частота: 20-60KHZ |
Суммарная мощность | 40KW |
скорость производства | 5S/шт. |




{kind=link}
{kind=link}