Что такое индукционный отжиг?
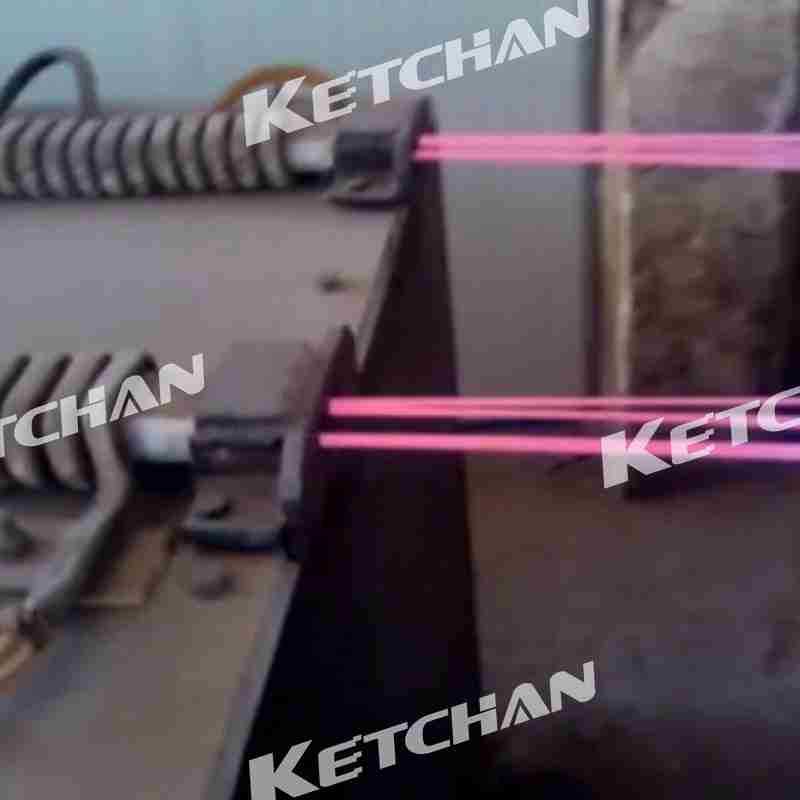
Индукционный отжиг является частью индукционного нагрева. Целью индукционного отжига является изменение твердости, ударной вязкости и внутреннего напряжения металлического материала для достижения наилучших свойств материала. Основное преимущество индукционного отжига заключается в том, что заготовку можно нагреть целенаправленно и воспроизводимо, чтобы всегда получать один и тот же результат. Поскольку во время индукционного отжига тепло генерируется непосредственно в заготовке посредством переменного электромагнитного поля, процесс можно очень точно контролировать, а за счет рационального использования энергии можно достичь высокой эффективности. Это обеспечивает равномерное распределение тепла и глубину проникновения в заготовку. В процессе индукционного отжига не происходит резкого охлаждения водой или хладагентом, как при индукционной закалке, а температура заготовки медленно снижается. Весь процесс нагрева бесконтактный и короткий.
Зачем использовать индукционный отжиг?
Свойства материала можно очень точно и надежно улучшить с помощью индукционного отжига. Индукционный отжиг в основном используется для смягчающего отжига и отжига для снятия напряжения, что имеет большие преимущества по сравнению с традиционным процессом. При индукционном отжиге примеси в материале могут быть удалены путем термической обработки во время чистого отжига.
- Индукционный процесс отжига может снизить твердость стали и улучшить пластичность, чтобы облегчить резку и обработку холодной деформацией.
- Уточните зерно, устраните дефекты микроструктуры, вызванные литьем, ковкой и сваркой, даже микроструктуру и состав стали, улучшите свойства стали или подготовьте микроструктуру к последующей термической обработке.
- Устранение внутренних напряжений в стали для предотвращения деформации и растрескивания.
Индукционный отжиг обеспечивает превосходный контроль нагрева, поскольку процесс можно точно регулировать с помощью частоты, мощности и (см. пайку) времени индукционного отжига в соответствии с желаемыми свойствами материала. Это обеспечивает исключительно высокое качество и повторяемость термообработки, что особенно важно при массовом производстве.
Каковы процессы и применение индукционного отжига стали?
Общие процессы индукционного отжига включают гомогенизационный отжиг, полный отжиг, неполный отжиг, изотермический отжиг, сфероидизационный отжиг, рекристаллизационный отжиг, отжиг для снятия напряжений и так далее.
| NO. | Методы отжига | Главное предложение | Особенности процесса отжига | Диапазоны применения |
|---|---|---|---|---|
| 1 | Диффузионный отжиг | Композиционная форма | Нагреть до AC30 (150-200)℃, долго сохранять тепло и медленно охлаждать | Стальные литейные и поковочно-прокатные детали с сегрегацией компонентов и др. |
| 2 | Полный отжиг | изысканная организация, уменьшить твердость | Нагреть до AC30 (150-200) ℃, долго сохранять тепло и медленно охлаждать | Литье, сварочные детали, поковки и прокатные детали из среднеуглеродистой стали и среднеуглеродистой легированной стали. |
| 3 | Частичный отжиг | Уточнить структуру, уменьшить твердость | Нагрейте до Acl 10 (40-60) ℃ и медленно охладите после сохранения тепла | Деформируемые и прокатные детали из средне- и высокоуглеродистых и низколегированных сталей и др. (степень измельчения микроструктуры ниже, чем при полном отжиге) |
| 4 | Изотермический отжиг | Уточните структуру, уменьшите твердость и предотвратите появление белых пятен | Нагрев до Ac3 + (30—50) ℃ (заэвтектоидная сталь) или Acl + (20 — 40) ℃ (эвтектоидная сталь и твердость, предотвращающая образование эвтектоидной стали), выдерживают определенное время, затем охлаждают до чуть ниже Ar1 изотермическое превращение, а затем воздушное охлаждение (воздушное охлаждение) | Тяжелые отливки, поковки, штамповки и т. д. из среднеуглеродистой легированной стали и некоторых высоколегированных сталей (микроструктура и твердость более однородны, чем при полном отжиге) |
| 5 | Сфероидизирующий отжиг | Сферизация карбида, снижает твердость, улучшает пластичность | Нагрев до Acl + (20—40)℃ или Acl для снижения твердости, повышения — (20—30)℃, после сохранения тепла изотермическое охлаждение или прямое медленное охлаждение | Детали штампов и подшипников из стали. Холоднопрессованные детали из конструкционной стали |
| 6 | Рекристаллизационный отжиг или промежуточный отжиг | Устранение наклепа | Нагрев до Ac1 – (50-150)℃, воздушное охлаждение после сохранения тепла | Холоднодеформированная сталь и стальные детали |
| 7 | Отжиг для снятия напряжений | Снятие внутреннего напряжения | Нагрев до Ас1 – (100-200) С, после сохранения тепла, охлаждение на воздухе или в печи до 200-300 ℃, а затем охлаждение на воздухе | Детали из германиевой стали, детали для сварки и ковки |
Теги: в продаже, индукционный отжиг, нагреватель индукционного отжига, машина индукционного отжига, индукционная термообработка, Индукционный нагреватель, индукционного нагрева, машина индукционного нагрева, KETCHAN, KETCHAN Electronic, Производители, отжиг труб, цена, Поставщики, отжиг труб, отжиг проволоки, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Вы можете посетить Zhengzhou KETCHAN electronic Компания, ООО Youtube видео комната для большего. Спасибо.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}