Применение индукционной пайки
Индукционная пайка — это процесс, который имеет широкий спектр применения в различных отраслях промышленности благодаря своей способности обеспечивать быстрый, последовательный и точный нагрев. Вот некоторые из

Послесварочная термообработка (PWHT) стальных конструкций
Что это? Послесварочная термообработка (ПТО) стальных конструкций — это процесс, заключающийся в повторном нагреве сварных соединений до определенной температуры и выдержке их в течение заданного времени.

Индукционный нагрев в производстве подшипников
Индукционный нагрев — это процесс, в котором для нагрева подшипников используется электромагнитная индукция без прямого контакта. Индукционный нагрев имеет много преимуществ по сравнению с традиционными методами, таких как более быстрый нагрев, лучший контроль температуры,

Процесс закалки шестерен
Закалка зубчатых колес — это процесс, повышающий износостойкость и усталостную прочность зубчатых колес за счет создания упрочненного слоя на поверхности зубьев шестерен. Они разные

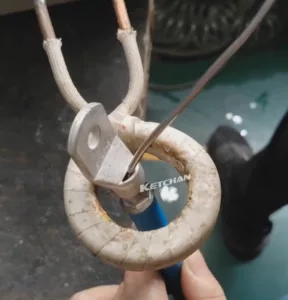
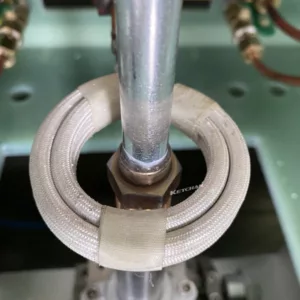
Индукционная катушка C-образной формы может подниматься и закрываться для нагрева вращающегося цилиндра
Гибкая индукционная нагревательная катушка типа C может подниматься и закрываться для нагрева вращающегося цилиндра. Эта изготовленная на заказ индукционная катушка типа C (намотанная гибкими кабелями) предназначена для подъема, открытия и закрытия.
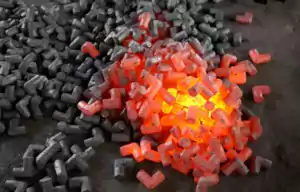
Обработка крепежа с помощью индукционного нагрева
Обработка крепежных изделий с помощью индукционного нагрева — это процесс, включающий использование электрического тока для нагрева и придания формы металлическим деталям, таким как болты, винты, гайки и шайбы. Индукционный нагрев

Решения для индукционного нагрева автозапчастей
Преимущества и недостатки индукционной термообработки автозапчастей Индукционная термообработка — это процесс, в котором используются электромагнитные поля для нагрева металлических деталей или компонентов без прямого контакта. Это

Предварительный нагрев режущей кромки ковша с лезвием сварочного зуба
Что такое высокочастотная индукционная закалочная машина? Предварительный нагрев является важным шагом при сварке режущей кромки ковша с зубчатым лезвием, поскольку он снижает риск водородного растрескивания и улучшает

Индукционная закалка рельсов
Существуют разные методы упрочнения поверхности металлического пути в зависимости от типа металла, желаемой твердости и имеющегося оборудования. Некоторые из распространенных методов
Процесс отжига нержавеющей стали
Процесс отжига нержавеющей стали — это термическая обработка, которая изменяет физические, а иногда и химические свойства материала, повышая его пластичность и уменьшая твердость, делая

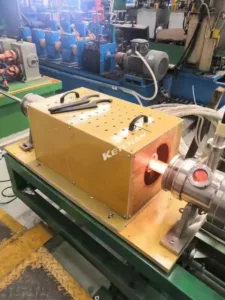
Индукционный нагрев труб и трубок
Индукционный нагрев — это процесс, в котором используется электромагнитная индукция для нагрева металлического объекта без прямого контакта. Он широко используется в трубной промышленности для различных целей.

Почему металл выделяет тепло из-за электромагнитной индукции?
Металл генерирует тепло за счет электромагнитной индукции из-за двух основных эффектов: джоулевого нагрева и магнитного гистерезиса. Джоулево нагрев – это результат протекания электрического тока через

Индукционный нагрев композитных материалов
Индукционный нагрев — это технология, которая использует переменное электромагнитное поле для нагрева ферромагнитных и проводящих материалов и в прошлом была адаптирована для полимерных материалов и композитов.

Что технология индукционного нагрева может сделать для индустрии 5G?
Технология индукционного нагрева потенциально может принести пользу индустрии 5G с точки зрения производства, тестирования и ремонта компонентов и устройств 5G. Такие как: Производство компонентов 5G и

Индукционная закалка втулки землеройной машины
Индукционная закалка втулок землеройных машин — это процесс, в котором используется индуцированное тепло и быстрое охлаждение для повышения твердости и долговечности стальных деталей, используемых в землеройном оборудовании1.

Электромагнитный индукционный нагрев изоляции котла и трубопроводов
Зачем использовать электромагнитный индукционный нагрев для отопления котла? Электромагнитные нагревательные котлы — это устройства, которые используют индукционный нагрев для нагрева воды или других жидкостей для различных целей, таких как отопление помещений,

Что такое индукционная пайка и индукционная паяльная машина?
Что такое индукционная пайка? Индукционная пайка — это процесс соединения двух металлических поверхностей с использованием припоя. Припой плавится при более низкой температуре, чем
Руководство по процессу индукционной закалки
KETCHANДиапазон частот машины индукционного нагрева: 1–600 кГц Получить цену машины Индукционная закалка — это тип поверхностной закалки, при котором металлическая деталь нагревается переменным током.

Метод сверхвысокой индукционной плавки редких металлов.
Метод сверхвысокотемпературной индукционной плавки редких металлов — это метод, который включает нагрев металлов до очень высоких температур, обычно выше 2000 °C, в индукционной печи для
Индукционная пайка меди с алюминием
Высокочастотная пайка меди и алюминия. Пайка меди с алюминием. Индукционная пайка латуни и алюминия. Индукционная пайка меди с алюминием — это процесс соединения этих двух разнородных металлов с

Индукционный нагревательный пистолет
Что такое индукционный нагревательный пистолет? Пистолет индукционного нагрева является частью передвижной машины индукционного нагрева. Индукционная нагревательная пушка — это портативное устройство, использующее высокочастотные магнитные поля.
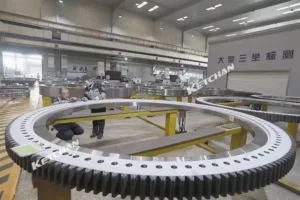
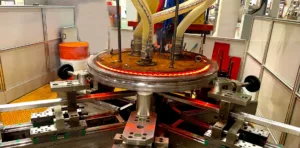
Индукционная закалка подшипников ветрогенераторов
Станок с ЧПУ для закалки подшипников ветрогенераторов Большие подшипники ветрогенераторов являются ключевыми компонентами конструкции ветряных турбин. Качество закалки

Индукционный нагрев, закалка и пайка электромобилей
Электромобили и индукционный нагрев. За последние несколько лет спрос людей на электромобили значительно увеличился, и электромобили стали новым направлением, по которому идут крупные компании.

Как выбрать оборудование для индукционной закалки валов и других деталей валов?
Вал штифта представляет собой своего рода крепеж, на который во время использования будут воздействовать внешние силы, поэтому износ будет серьезным. Необходимо усилить силу,




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}