Перед поверхностной индукционной термообработкой автомобильных колес очень важна конструкция индуктора. Качество катушка индукционного нагрева непосредственно влияет на отладку и обработку продукта и оказывает большое влияние на качество закалки продукта. Для индукционной термообработки определенного продукта проанализируйте и обсудите конструкцию индуктора до завершения ввода продукта в эксплуатацию.
Обзор
Металлы можно нагревать в индукторе, в основном полагаясь на явление электромагнитной индукции. Суть электромагнитной индукции такова: переменное магнитное поле вызывает переменное электрическое поле, а переменное электрическое поле вызывает переменное магнитное поле. Когда через проводник проходит переменный ток, плотность тока на поверхности проводника относительно велика, а плотность тока внутри проводника относительно мала. Это явление называется скин-эффектом, также известным как скин-эффект или поверхностный эффект. Кроме того, существуют эффекты близости и кольцевые эффекты, которые очень важны для индукционной термообработки. Индукционная термообработка имеет короткое время нагрева, меньше оксидной пленки, небольшую деформацию, энергосбережение и защиту окружающей среды, а также легко реализовать механизацию и автоматизацию. Поэтому он широко используется в автомобилестроении, тракторостроении, строительной технике, тяжелом машиностроении, подшипниковой промышленности, железной дороге, металлургии и других отраслях промышленности. Тенденция очень хорошая.
Автор занимался тем, индукционная закалка ступиц автомобильных колес почти 10 лет. Технологический процесс индукционной термообработки внешнего и внутреннего фланцев проанализирован и отсортирован ниже для справки и обсуждения коллегами.
Анализ чертежа продукта
Конструкции внешнего фланца и внутреннего фланца показаны на рис. 1 и рис. 2 соответственно.
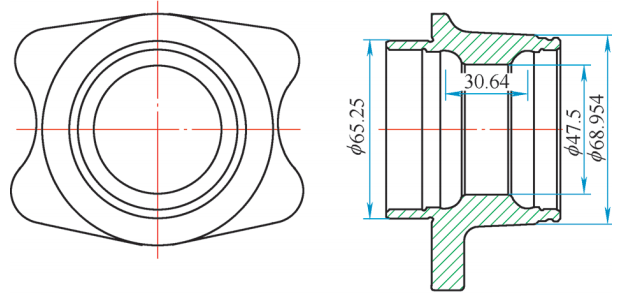
Рис. 1 Конструкция внешнего фланца
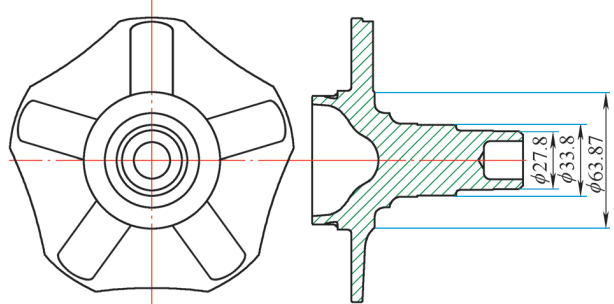
Рис. 2 Структура внутреннего фланца
1. Критические размеры
Внешний фланец (внутреннее отверстие): толщина стенки изделия, внутренний диаметр, высота, расстояние между канавками, размер окружности основания, общая конструкция и т. д.
Расстояние между канавками этого продукта составляет 30.64 мм, диаметр базовой окружности составляет 65.25 мм, толщина стенки калибра составляет 10 мм, а длина зоны закалки составляет 40 мм. Внутренний фланец (внешний круг): диаметр вала основного канала продукта, высота вала, размер основного круга, общая структура и т. д. Продукт представляет собой сплошной вал с диаметром основного канала 33.8 мм, высотой вала 71.1 мм, диаметр базовой окружности 60 мм и длина зоны закалки 52 мм.
2. Технические требования
Технические требования к термообработке представлены на рис. 3 и рис. 4.
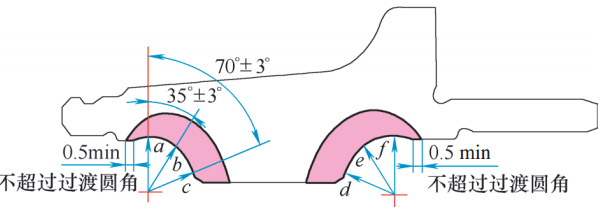
Рис. 3 Внешний фланец
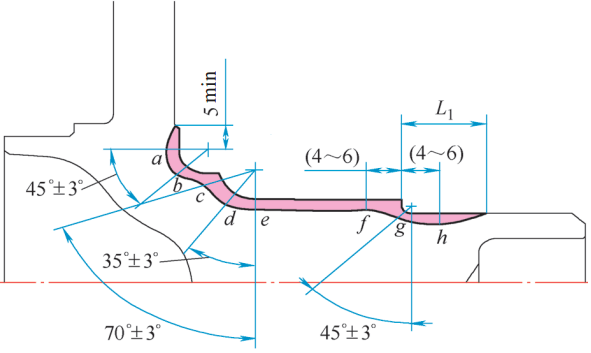
Рисунок 4 Внутренний фланец
(1) Технические требования к закалке и отпуску внутренних и наружных фланцев.
Твердость поверхности закалки 62-65HRC, твердость поверхности отпуска 59-63HRC. Металлографическая структура – мартенсит 4~6.
(2) Технические требования к обнаружению внешнего фланца
Обнаружено в направлении угла рисунка, точки a, f Ds = 1.9 ~ 3.2 мм; б, е точка Ds = 2.2 ~ 3.7 мм; в, г точка Ds ≥ 2.4 мм.
(3) Технические требования к обнаружению внутреннего фланца
Обнаружение точек a, b, e, h Ds=1.9~3.7 мм в направлении угла шаблона; точка d Ds=2.2~3.7 мм; точка g Ds≥1.5 мм; c точка Ds≥2.4 мм; f точка Ds=2~6 мм.
3. Создайте шаблон датчика продукта
В соответствии с приведенными выше размерными данными и техническими требованиями, связанными с продуктом, измерьте общую высоту датчика и размер эффективного круга, нарисуйте шаблон дизайна датчика, измените его в соответствии с реальной ситуацией и, наконец, определите форму катушка индукционной закалки.
4. Определите материал и размер индукционной закалочной катушки.
Ассоциация катушка индукционной закалки состоит из эффективной катушки, проводящей пластины, контактной пластины и аксессуаров и изготовлен из различных материалов.
(1) Токопроводящая контактная пластина, эффективное кольцо и токопроводящая пластина. Изготовлен из чистой меди Т2 и спаян латунными электродами.
(2) Трубы входа и выхода воды представляют собой круглые медные трубы с внешним диаметром 12 мм и толщиной стенки 2 мм; квадратные медные трубы 14мм×14мм×2мм.
(3) Эффективный круг. Квадратная медная труба внешнего фланца имеет размеры 8 мм × 10 мм × 1.5 мм; квадратная медная труба внутреннего фланца 12 мм × 15 мм × 2 мм.
1. Схема конструкции индукционной закалочной катушки
Ассоциация катушка индукционной закалки конструкция показана на рис. 5.
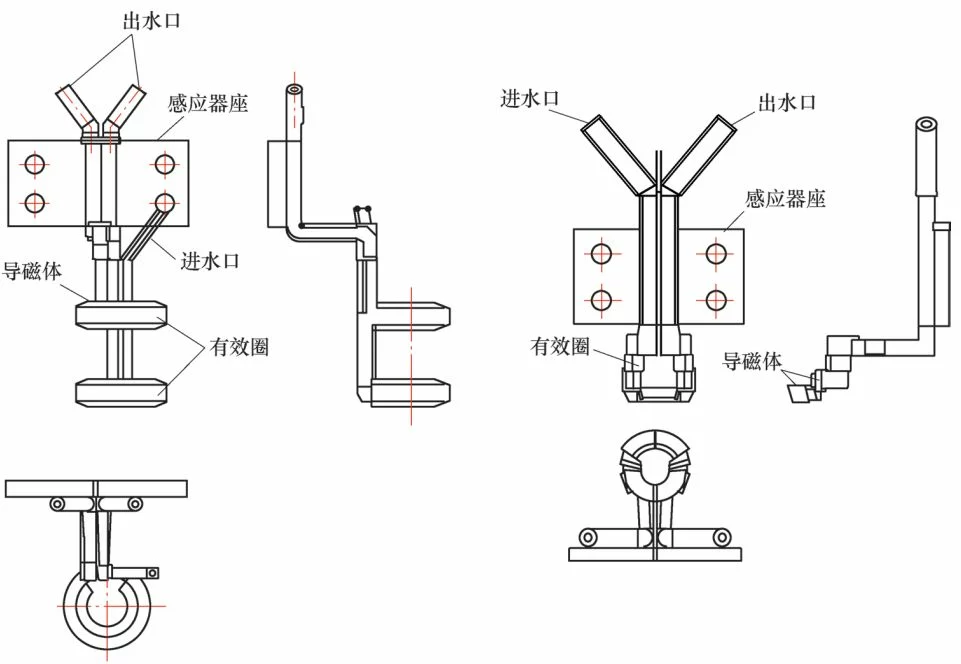
Рис. 5. Схема конструкции катушки для индукционной закалки.
(1) В соответствии со структурой продукта спроектируйте, измерьте и начертите шаблон датчика и отметьте название каждого компонента.
(2) Контактная пластина. Как показано на рисунке 6.
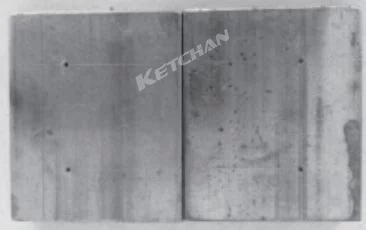
Рис. 6. Соединительная пластина
Контактная пластина должна обеспечивать надежное, плотное и прочное соединение с гасящим трансформатором. Толщина контактной пластины должна быть >1.57d (d — текущая глубина проникновения), но <12 мм, а толщина пластины здесь должна быть 10 мм.
Ширина платы зависит от мощности датчика. Как правило, он выбирается в диапазоне 60-190 мм, а верхний предел выбирается при большой мощности. Здесь ширина платы выбрана равной 60 мм, а длина платы выбрана равной 70 мм.
Диаметр штамповки прижимного болта на контактной пластине составляет 15 мм, всего имеется 4 отверстия для болтов, и болты могут использовать M12. Следует отметить, что положения четырех крепежных отверстий должны быть хорошо измерены, иначе соединение с трансформатором будет не на месте.
Кроме того, мощность на дросселе распределяется по длине проводника, поэтому токопроводящая пластина должна быть широкой, а не узкой.
(3) Эффективная круглая конструкция датчика. Для обеспечения качества производства датчиков необходимо подготовить некоторые необходимые формы.
Изготовление эффективного кольца требует наматывания формы на оправку (см. рис. 7), а медная трубка наматывается на оправку после отжига. Диаметр оправки должен быть немного меньше, чем у индуктора после намотки готового изделия.

Рисунок 7 Форма для намотки оправки
В качестве примера возьмем внешний фланец: ширина медной трубки в рабочем круге индукционной катушки составляет 10 мм, диаметр плеча изделия составляет 47.5 мм, а диаметр оправки может быть 35 мм. Изделие с внутренним фланцем также выбирает обмотку оправки, в которой можно выбрать индукционную катушку в углу R обмотки, диаметр оправки может составлять 63 мм, и эта часть индукционной катушки должна быть обработана в виде наклона с под определенным углом для повышения эффективности тушения в углу R. . Рабочие кольца остальных деталей наматывают по размеру чертежа.
(4) Параметры определены. Индуктор разделен на гашение внешнего круга и гашение внутреннего отверстия. Разница высот между рабочим кругом и заготовкой и зазор между рабочим кругом и заготовкой должны определяться в соответствии с частотой закалочного оборудования на месте, как показано в таблицах 1-4.
Таблица 1 Разница высот между рабочим кольцом и заготовкой при нагреве внутреннего отверстия
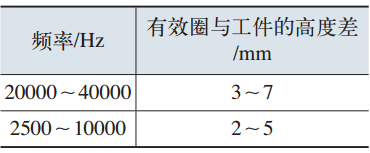
Таблица 2 Зазор между рабочим кольцом и заготовкой при нагреве внутреннего отверстия
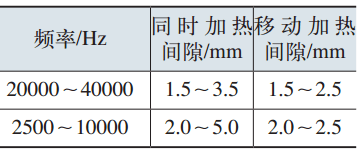
Таблица 3 Разница высот между рабочим кольцом и заготовкой при одновременном нагреве внешнего круга
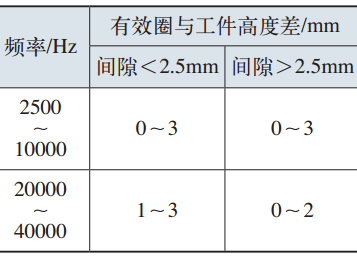
Таблица 4 Зазор между рабочим кольцом и заготовкой при нагреве внешнего круга
Отладка и приемка продукта
1. Установка
(1) Выберите закалочный станок установить датчики и вспомогательные устройства, как показано на рисунке 16.
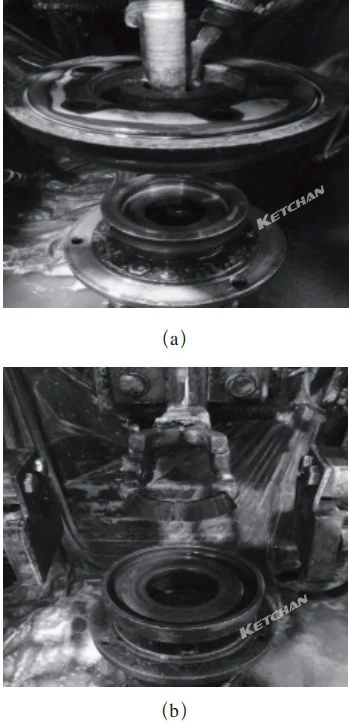
Рисунок 16 Индукционная катушка и установка вспомогательного устройства
Меры предосторожности при установке:
- Обязательно обратите внимание на плотность соединения индукционной катушки и трансформатора при установке оснастки, а болты должны быть затянуты.
- Обратите внимание на вертикальность рабочего круга и продукта при установке датчика, датчик нельзя наклонять, иначе это повлияет на качество тушения продукта.
- Внешний фланец должен быть установлен с напорной втулкой продукта в качестве теплопоглощающего устройства, которое является более стабильным, чем некоторые вспомогательные методы внешнего распыления.
- Проверьте круговое биение заготовки при ее вращении на приспособлении. Круговое биение общего инструмента ≤ 0.3 мм.
(2) Соответствие мощности оборудование для индукционной закалки 250кВт/8~30кГц.
(3) Отрегулируйте оборудование для закалки, определите подходящий процесс закалки и выполните технические требования к закалке продукта.
Продукты с внешним фланцем: коэффициент потребляемой мощности 98%, время нагрева 7.4 с, время охлаждения 14 с, концентрация охлаждающей жидкости 1.5% ~ 2.5%.
Продукты с внутренним фланцем: коэффициент потребляемой мощности 98%, время нагрева 7.7 с, время охлаждения 20 с, концентрация охлаждающей жидкости 1.5% ~ 2.5%.
Использовалась водорастворимая закалочная жидкость Shanghai Houghton, ее концентрация определялась рефрактометром.
2. Регулировка охлаждающего устройства
(1) Гарантированное давление охлаждения, здесь давление охлаждения охлаждающей жидкости составляет 0.25-0.4 МПа, а давление охлаждения датчика составляет 0.5-0.8 МПа.
(2) Положение охлаждающего устройства регулируется таким образом, чтобы охлаждающая вода не блокировалась или не блокировалась.
(3) Охлаждающая вода состоит из двух частей, одна из которых представляет собой охлаждающую жидкость, а другая представляет собой охлаждающую воду системы, а теплообменники обычно используются для температурного охлаждения.
Температура закалочной жидкости обычно не выше 35°С. Если температура слишком высока, это приведет к недостаточному охлаждению, что приведет к проблемам с качеством продукта. Температура охлаждающей воды в системе является умягченной водой для охлаждения электроприборов. Эта температура обычно поддерживается на уровне 30°C и не должна быть ниже комнатной температуры. В противном случае капли воды будут конденсироваться на поверхности охлаждаемых электроприборов и легко повредить электроприборы.
3. Метод проверки продукта
Для контроля продуктов термообработки требуются машины для резки проволоки и металлографического предварительного шлифования образцов.
4. Процесс отпуска продукта
Отпуск заготовок с индукционной закалкой включает самоотпуск, индукционный отпуски печной отпуск. Изделия здесь закаляются в печи.
Температуру отпуска определяют в соответствии с техническими требованиями к заготовке. Как правило, когда требуется твердость выше 52HRC, температура отпуска составляет 180-200°C, а время отпуска составляет 1.5 часа; когда требования к твердости выше 56HRC, температура отпуска может составлять 160 ° C, а время отпуска составляет 1.5 часа.
Процесс отпуска этого продукта окончательно определяется как температура отпуска 165°C и время отпуска 2.5 часа.
5. осмотр
Рисунок 17 и Рисунок 18 — это образцы продуктов, которые были успешно отлажены.

Рис. 17 Закалочный образец наружного фланца

Рисунок 18 Закалочный образец внутреннего фланца
В Таблице 5 и Таблице 6 представлены данные проверки первой части продуктов для отладки.
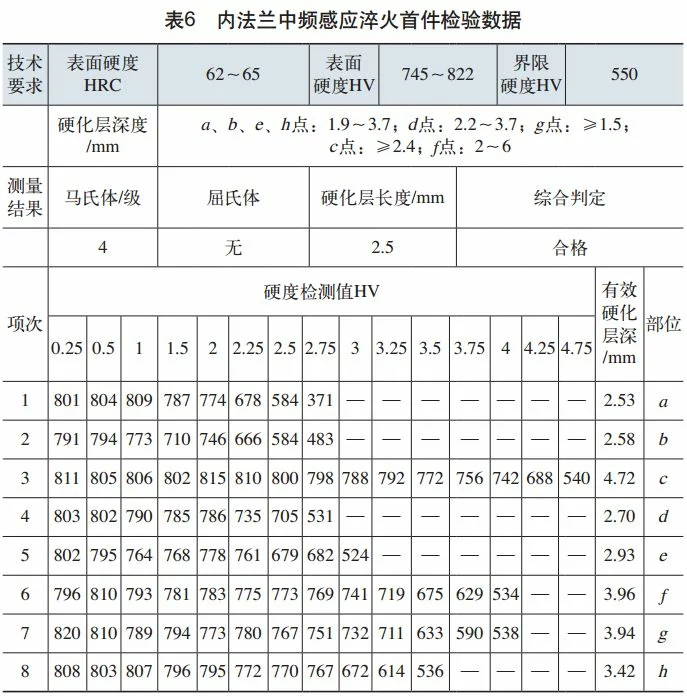
Твердость поверхности продукта и эффективная глубина закаленного слоя проверены прибором для измерения твердости по Виккерсу и соответствуют техническим требованиям. Термическая обработка этого продукта была успешно завершена от проектирования сенсора до отладки продукта.
Эпилог
Структура, форма и размер индукционных катушек являются основными проблемами технологии индукционной закалки, которые оказывают непосредственное влияние на индукционная закалка качество, эффективность производства и энергоемкость деталей. Следовательно, подходящий катушка индукционного нагрева является важным способом обеспечения высокого качества, высокой эффективности и энергосбережения индукционной закалки.