Выбор и конструкция катушек для индукционной пайки

Индукционная пайка Выбор катушки зависит от нескольких факторов, таких как:
- Форма и размер деталей и соединения: Змеевик должен максимально точно соответствовать геометрии деталей и стыка, чтобы обеспечить равномерный и эффективный нагрев. Катушка также должна избегать нагрева зон, не являющихся частью соединения, чтобы предотвратить перегрев или деформацию деталей.
- Материал и толщина деталей и присадочного металла: Катушка должна быть рассчитана на получение оптимальной частоты и мощности для нагрева деталей и присадочного металла. Различные материалы имеют разную электропроводность и магнитную проницаемость, что влияет на то, как они реагируют на индукционный нагрев. Более толстые детали требуют более низких частот и большей мощности, а более тонкие детали требуют более высоких частот и меньшей мощности.
- Температура и время пайки: Катушка должна быть рассчитана на достижение желаемой температуры и времени пайки деталей и присадочного металла. Температура пайки обычно несколько выше температуры плавления присадочного металла, а время пайки зависит от размера и формы соединения, а также от скорости нагрева и скорости охлаждения деталей.
Некоторые распространенные типы катушек для индукционной пайки:
- Катушки соленоида: Это простые катушки, состоящие из нескольких витков медной трубки, намотанной на оправку. Они подходят для пайки цилиндрических или трубчатых деталей, таких как трубы, трубы или стержни.
- Блинные катушки: Это плоские катушки, состоящие из одного или нескольких витков медной трубки круглой или овальной формы. Они подходят для пайки плоских или изогнутых деталей, таких как пластины, листы или кольца.
- Катушки шпильки: Это катушки, состоящие из двух параллельных ветвей, соединенных U-образным изгибом. Они подходят для пайки деталей с узкими зазорами или пазами, таких как твердосплавные наконечники или лезвия.
- Многовитковые катушки: Это катушки, состоящие из нескольких витков медных трубок, расположенных в различных формах, таких как спиральная, спиральная или концентрическая. Они подходят для пайки сложных или нестандартных деталей, таких как клапаны, фитинги или узлы.
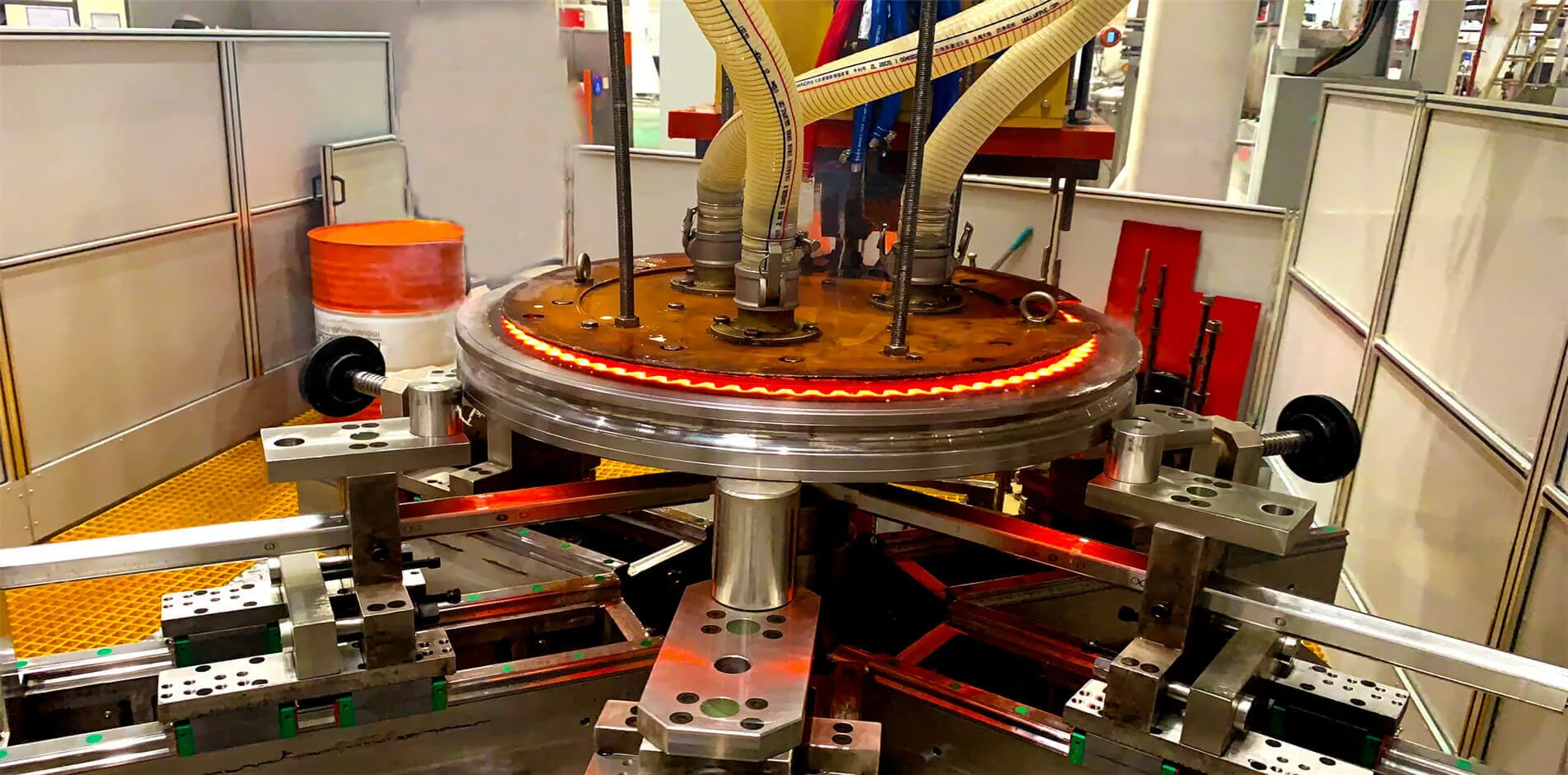
Выбор и проектирование катушек индукционной закалки
Индукционная закалка Конструкция катушки имеет решающее значение для достижения желаемой глубины закалки, рисунка и качества деталей. Индукционная катушка должна быть спроектирована так, чтобы соответствовать форме, размеру и материалу деталей, а также желаемой частоте, мощности и времени нагрева. Некоторые факторы, которые следует учитывать при проектировании индукционной закалочной катушки:
- Форма и размеры деталей и зоны закалки: Змеевик должен максимально точно соответствовать геометрии деталей и зоны закалки, чтобы обеспечить равномерный и эффективный нагрев. Змеевик также должен избегать участков нагрева, не входящих в зону закалки, для предотвращения перегрева или деформации деталей.
- Материал и толщина деталей: Катушка должна быть рассчитана на получение оптимальной частоты и мощности для нагрева деталей. Различные материалы имеют разную электропроводность и магнитную проницаемость, что влияет на то, как они реагируют на индукционный нагрев. Более толстые детали требуют более низких частот и большей мощности, а более тонкие детали требуют более высоких частот и меньшей мощности.
- Температура и время затвердевания: Катушка должна быть рассчитана на достижение желаемой температуры и времени закалки деталей. Температура закалки обычно несколько выше температуры аустенизации стали, при этом время закалки зависит от размеров и формы зоны закалки, а также от скорости нагрева и скорости охлаждения деталей.
Некоторые распространенные типы катушек индукционной закалки:
- Катушки соленоида: Это простые катушки, состоящие из нескольких витков медной трубки, намотанной на оправку. Они подходят для закалки цилиндрических или трубчатых деталей, таких как валы, стержни или штифты.
- Блинные катушки: Это плоские катушки, состоящие из одного или нескольких витков медной трубки круглой или овальной формы. Они подходят для закалки плоских или криволинейных деталей, таких как шестерни, кольца или диски.
- Катушки шпильки: Это катушки, состоящие из двух параллельных ветвей, соединенных U-образным изгибом. Они подходят для закалки деталей с узкими зазорами или пазами, таких как шлицы или зубья.
- Многовитковые катушки: Это катушки, состоящие из нескольких витков медных трубок, расположенных в различных формах, таких как спиральная, спиральная или концентрическая. Они подходят для упрочнения сложных или нерегулярных деталей, таких как распределительные валы, коленчатые валы или клапаны.
Выбор и проектирование катушек индукционного нагрева
Индукционный нагрев Конструкция катушки является важным аспектом индукционного нагрева, так как она определяет, насколько эффективно и продуктивно нагревается заготовка электромагнитным полем, создаваемым катушкой. Индукционная катушка должна соответствовать форме, размеру и материалу заготовки, а также желаемому режиму нагрева, частоте и мощности. Некоторые факторы, которые следует учитывать при выборе катушки индукционного нагрева:
- Движение детали относительно катушки: Катушка должна приспосабливаться к движению детали, независимо от того, находится ли она в неподвижном состоянии, вращается или движется по конвейеру. Катушка также должна избегать контакта с деталью или любыми другими металлическими предметами, которые могут вызвать искрение или короткое замыкание.
- частота: Частота переменного тока в катушке влияет на глубину и равномерность нагрева заготовки. Более высокие частоты производят больший нагрев поверхности, а более низкие частоты производят более глубокий нагрев. Частота также зависит от электропроводности и магнитной проницаемости материала заготовки.
- Расстояние соединения: Расстояние соединения — это зазор между катушкой и заготовкой. Меньший зазор создает более сильное магнитное поле и более быстрый нагрев, но также увеличивает риск возникновения дуги или перегрева. Больший зазор снижает эффективность нагрева и требует большей мощности, но также обеспечивает больший зазор для движения и охлаждения детали.
- единообразие: Катушка должна быть спроектирована таким образом, чтобы обеспечивать равномерный нагрев по всей заготовке, избегая горячих или холодных участков, которые могут повлиять на качество или производительность детали. Форма катушки, размер, количество витков и положение относительно заготовки — все это влияет на равномерность нагрева.
- Соленоиды: соленоид представляет собой катушку простой формы, состоящую из нескольких витков медной трубки, намотанной на оправку. Соленоиды обычно используются для индукционного нагрева, когда требуется нагрев вдоль цилиндрической или трубчатой детали, такой как пайка, отжиг или закалка.