Основная функция шарового пальца заключается в реализации движения колеса вверх и вниз и поворота рулевого колеса. Шаровой стержень является важной частью безопасности, обеспечивающей выполнение функций вождения и рулевого управления автомобилем. Условия использования деталей шарового пальца определяют, что шаровой палец должен иметь достаточную прочность и долговечность, чтобы выдерживать силу и вибрацию от колеса, а это означает, что контроль термообработки детали является ключевым фактором для обеспечения прочности и долговечности. , Здесь долгосрочный опыт усовершенствования индукционной термообработки шаровых шпилек представлен вашим коллегам для справки.

1. Основной процесс изготовления шарового пальца
Шаровой палец, используемый в грузовике, изготовлен из стали 45 по национальному стандарту. В соответствии с использованием и техническими требованиями к шаровому пальцу поверхность шарового пальца должна иметь высокую износостойкость и долговечность. Основной процесс: резка → омыление → холодная высадка → закалка и отпуск → сверление → черновая токарная обработка → черновая шлифовка → тонкая токарная обработка → тонкая шлифовка → нарезка резьбы → индукционный нагрев и закалка, отпуск → неразрушающий контроль → упаковка → складирование.
2. Технические требования к индукционной термообработке шаровых стержней
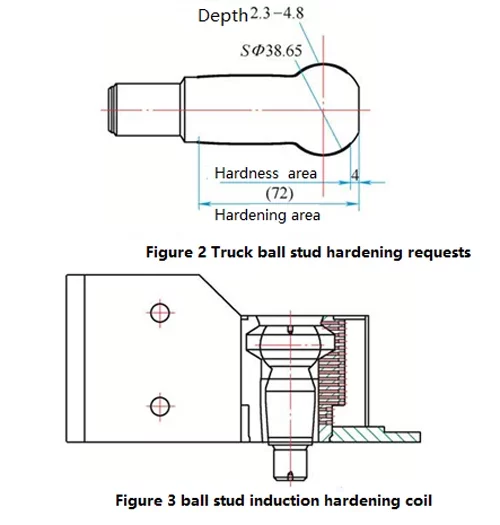
Согласно техническим требованиям к шаровому пальцу (см. рис. 2), для закалки и отпуска используется индукционный нагрев средней частоты. Нагревательная машина промежуточной частоты мощностью 200кВт и частотой 8000Гц; закалочная охлаждающая среда - чистая вода, температура воды 20~40℃, давление закалочной воды 0.2~0.8 МПа; для отпуска используется печь для отпуска колодезного типа и температура отпуска 180°C. Структура используемого нагревательного индуктора показана на рисунке 3.
3. Существующие проблемы
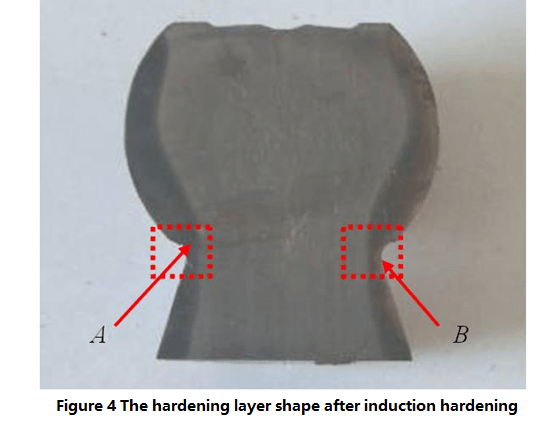
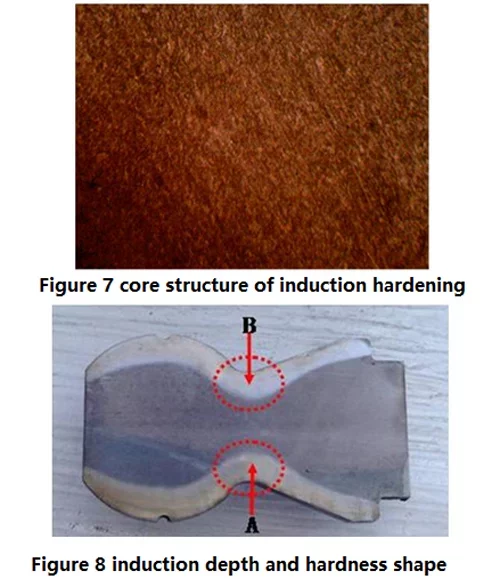
Шариковый палец, обработанный вышеупомянутым процессом индукционной термообработки на промежуточной частоте, подтверждается осмотром: твердость, мартенситная структура, глубина закаленного слоя, площадь закалки и форма соответствуют техническим требованиям, но форма закаленный слой, показанный на рис. 4, А и В, явно глубже, чем другие детали, причем глубина закаленного слоя очень неравномерна, что вносит большие трудности в контроль стабильности термообработки. Поэтому мы решили улучшить это нежелательное явление.
4. Улучшения
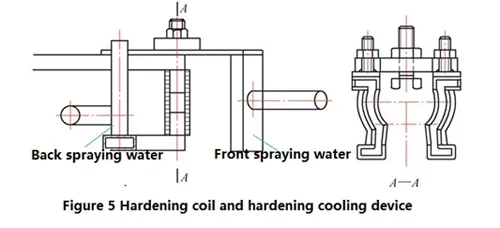
Индуктор новой конструкции и устройство распыления закалочной охлаждающей воды имеют раздельную конструкцию (см. рис. 5). Левая сторона представляет собой датчик и устройство распыления закалочной охлаждающей воды, собранные в сборку, а правый вид в разрезе AA представляет собой индуктор и устройство позиционирования на заготовке. , Форма индуктора обеспечивает равномерность зазора между внутренней стороной рабочего кольца индуктора и заготовкой. Заготовка помещается в нижний прижимной механизм, перемещается в индуктор, устанавливается в среднее положение, фиксируется верхним позиционирующим устройством и затем опускается. Зажимной механизм устройства приводит во вращение шаровой палец, а на датчик подается питание для нагрева деталей. После завершения нагрева передняя и задняя камеры распыления воды для охлаждения распыляются для охлаждения и охлаждения. Вышеописанный процесс повторяется для незакаленного шарового пальца, и закаленный шаровой палец помещается в печь для отпуска для отпуска.
5. Улучшить эффекты
Примените вышеуказанные меры по улучшению для повторной индукционной термообработки шарового пальца. После осмотра твердость после отпуска составляет 60HRC; 2 класс; глубина закаленного слоя составляет 3.2~4.0 мм, как показано на рис. 8, форма и глубина слоя улучшенного закаленного слоя шарового пальца относительно однородны, особенно глубина закаленного слоя в точках A и B на рис. 8. Форма была значительно улучшена, но в производственном процессе оператор сообщил, что эффективность зажима и разгрузки была низкой, что привело к более низкой производительности, чем до улучшения.
6. Улучшить снова
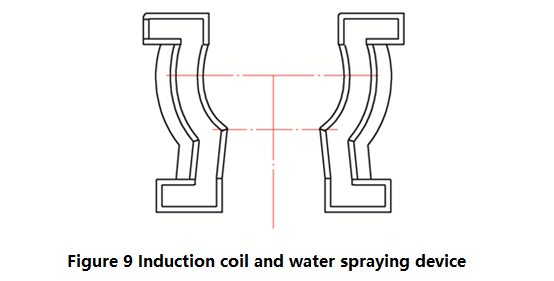
Ввиду низкой эффективности зажима и разгрузки мы в основном анализируем, что недавно разработанное устройство позиционирования и зажима недостаточно разумно, что приводит к большему количеству ручных операций и занимает много времени. Поэтому мы решили внедрить вертикальный станок, чтобы заменить исходное позиционирование и зажим. Это сокращает время на исходную фиксирующую гайку и время перемещения заготовки в индуктор, когда заготовка помещается в нижний зажимной механизм. По этой причине соответствующий разъемный индуктор, показанный на фиг. 5, и устройство распыления охлаждающей охлаждающей воды AA. Вид меняется на состояние, показанное на фиг. 9.
После запуска в производство усовершенствованного механизма зажима и позиционирования эффективность зажима и разгрузки возвращается к нормальному производственному состоянию, которое соответствует
требованиям производства.
7. Выводы
Благодаря систематическому совершенствованию индукционной термической обработки шаровых шпилек сложной формы у нас появилось более глубокое понимание того, что в процессе проектирования процесса термической обработки используется только цикл непрерывного проектирования, практическая проверка, подтверждение улучшения, а также повторная проверка и улучшение может сделать весь процесс термообработки. Система постоянно совершенствуется, чтобы лучше соответствовать требованиям к техническим характеристикам, предъявляемым к конструкции детали.
Теги: Машина для поверхностной закалки шаровых дюбелей, индукционная закалка штифта с шаровой головкой, Машина для закалки шариковых штифтов, машина для индукционной термообработки с шариковым штифтом, индукционная закалка шаровых опор, Машина для индукционной закалки шаровых головок, индукционная закалка шариковых шпилек, Решения для индукционной закалки шаровых стержней, индукционная закалка, инструмент для индукционной закалки, шаровой стержень индукционной закалки
Связать продукты
-
 Система закалки с ЧПУ
Система закалки с ЧПУЗакалочный станок с ЧПУ
-
Система закалки с ЧПУ
Индукционная закалочная машина с ЧПУ
-
Система индукционной термообработки
Машина для индукционной закалки шаровых стержней


