Как сделать индукционную закалку рифленых деталей?
В настоящее время существует множество типов закаленных деталей с пазами, таких как пазы отверстия распределительного вала, корпуса дифференциалов и т. д. Однако качество закалки деталей с пазами не гарантируется, а закалка также очень сложна. В этой статье закалочный индуктор канавочного типа улучшен в одной и двух формах и отрегулирован в процессе отладки, так что эффект гашения является идеальным и соответствует требованиям различных частей канавки.
1. Обсуждение индукторов закалки для деталей с пазами.
(1) Состояние индукторов гашения с канавками
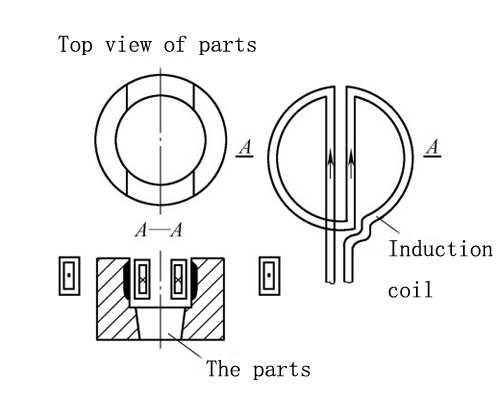
Внутренняя сторона паза детали нагревается, особенно если ширина внутренней стороны мала, спроектировать индуктор сложно. Индуктор на рисунке 1 использует принцип эффекта близости для нагрева внутренней поверхности с высокой эффективностью. Активной частью индуктора являются две проводящие трубки посередине. Поскольку направления тока двух трубок в любой момент времени совпадают, ток в проводящей трубке выжимается наружу. Хотя к двум проводящим трубкам не добавлены магниты, они обладают достаточно высокой эффективностью нагрева.
Рисунок 1 Двухпроводной индуктор нагрева внутри слота
(2) Конструкция гасящего индуктора с небольшой открытой щелью.
Поскольку ширина щели составляет 9 мм, для изготовления индуктора используются две проводящие трубки, используемые медные трубки очень малы, изготовление сложно, а срок службы индуктора очень короткий. Поэтому он усовершенствован: для нагрева используется одна медная трубка, а для нагрева используется эффект близости индукционного нагрева (см. Рисунок 2).
Рисунок 2. Улучшенная структура отрасли
2. Применение индуктора для закалки пазов.
После этого были проведены испытания на закалку канавок распределительного вала и канавок открытия корпуса дифференциала соответственно.
(1) Испытание процесса закалки открытой канавки распределительного вала
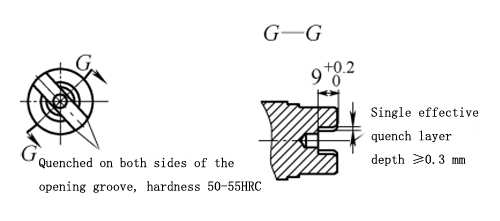
Производитель распределительных валов поручил нашей компании закалить открытую канавку распределительного вала. Ширина открытой канавки составляет 9.3 мм, глубина — 9 мм, а деформация ширины канавки меньше или равна 0.1 мм (см. Рисунок 3).
ИНЖИР. 3 Технические требования к отверстиям распределительного вала
Нагревательная часть индуктора сначала нагревается медной трубкой прямоугольного сечения (см. Рисунок 4), отрегулируйте зазор между поверхностью нагрева и нижней поверхностью открывающегося паза и используйте для гашения мощность 50 кВт, частоту 30 кГц, Площадь составляет всего около 4 мм, что далеко от технических требований. Конструкция индуктора нуждается в улучшении.
Рис. 4. Блок закалочного образца из медной трубки с эффективной поверхностью нагрева прямоугольного сечения (30 кГц)
В нагревательной части индуктора используется медная трубка трапециевидного сечения (см. рисунок 5), регулируется зазор между поверхностью нагрева и нижней поверхностью открывающегося паза, а для закалки используется частота 30 кГц, 50 кВт, площадь закалки составляет всего 8 мм. все еще не соответствует требованию 9 мм, но очень близко к техническим требованиям, на данный момент необходимо скорректировать параметры процесса.
Рисунок 5. Блок закалочного образца из медной трубки с эффективной поверхностью нагрева трапециевидного сечения (30 кГц).
Попробуйте использовать медную трубку трапециевидного сечения для нагревательной части индуктора, отрегулируйте зазор между поверхностью нагрева и нижней поверхностью открытой канавки и используйте частоту 5.8 кГц, кратковременный нагрев мощностью 90 кВт для закалки, глубину и твердость закаленного слоя с обеих сторон всей открытой канавки соответствует техническим требованиям, проем также имеет закаленный слой на нижней поверхности канавки и под прямым углом (см. рисунок 6), деформация также невелика ( см. прилагаемую таблицу), и клиент очень доволен.
(2) Технологическое испытание открывающейся прорези корпуса дифференциала
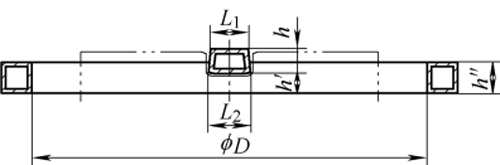
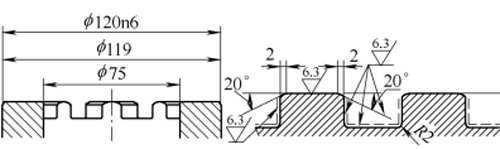
Наша компания получила заказ от автопроизводителя на закалку соединительной канавки корпуса дифференциала (см. Рисунок 7). Ширина канавки составляет 18.5 мм, глубина — 9 мм. 8 канавок равномерно распределены на кольцах Φ120 и Φ75. Техническое требование - ковка. После закалки и отпуска 90 ~ 230HBW деталь, отмеченная пунктирной линией, подвергается индукционной закалке, твердость поверхности составляет 53 ~ 59HRC, Ds = 2 ~ 3 мм.
Рисунок 7 Технические требования к открывающейся прорези корпуса дифференциала
Поскольку гасящий эффект индуктора трапециевидного сечения спереди идеален, эта конструкция индуктора также используется в последующих испытаниях. Используйте 5.8 кГц, 98 кВт для нагрева и закалки, зазор между индуктором и нижней поверхностью резервуара составляет 0.5 ~ 1 мм, нагрев в течение 5.2 с (примечание: добавьте вспомогательную систему охлаждения, чтобы предотвратить отпуск вблизи зоны закалки). открытый бак). Убедитесь, что на галтеле R2 мм нет затвердевшего слоя (см. рисунок 8). Необходимо скорректировать положение датчика и параметры процесса.
Рис. 8. Первый закаленный образец дифференциального корпуса
В соответствии с приведенным выше тестом были внесены следующие исправления: увеличить зазор по нижнему краю до 1–1.5 мм, использовать частоту 5.8 кГц, 98 кВт для нагрева и закалки и увеличить время нагрева до 6.5 с для нагрева и закалки (Примечание: добавьте вспомогательная система охлаждения для предотвращения примыкания зоны закалки к открытому пазу отпуска). Результаты испытаний: Твердость поверхности с обеих сторон канавки 55-56HRC, Ds=2мм; поверхностная твердость при R2мм 55HRC, Ds=1.5мм; поверхностная твердость нижней поверхности паза 56HRC, Ds=3мм (см. рисунок 9). Результаты испытаний соответствуют техническим требованиям.
Рис. 9. Второй закалочный образец дифференциального корпуса
3. Заключение
Ключевыми моментами деталей закалочной канавки являются: структура индуктора и эффективная структура поверхности нагрева, зазор между индуктором и закалочной частью, а также соответствие параметров процесса закалки (частота, мощность, время нагрева и т. д.). .), а также систему антиотпускного охлаждения рядом с зоной закалки.
Кроме того, зазор оказывает весьма очевидное влияние на глубину закаленного слоя таких деталей, и трудно гарантировать, что зазор между двумя сторонами датчика и стороной открывающейся канавки будет абсолютно одинаковым, что делает глубину и форму закаленного слоя с обеих сторон асимметричными, поэтому точность позиционирования приспособления оказывается очень высокой. важный.